洛阳黄河同力水泥厂
输送带滚筒包胶
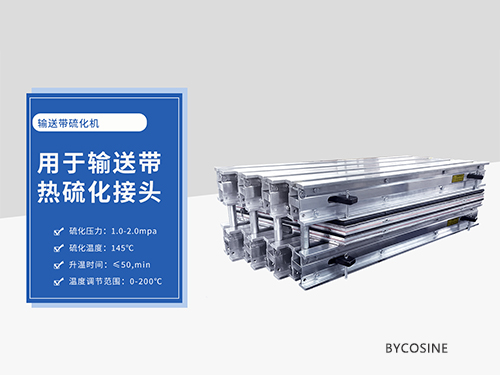
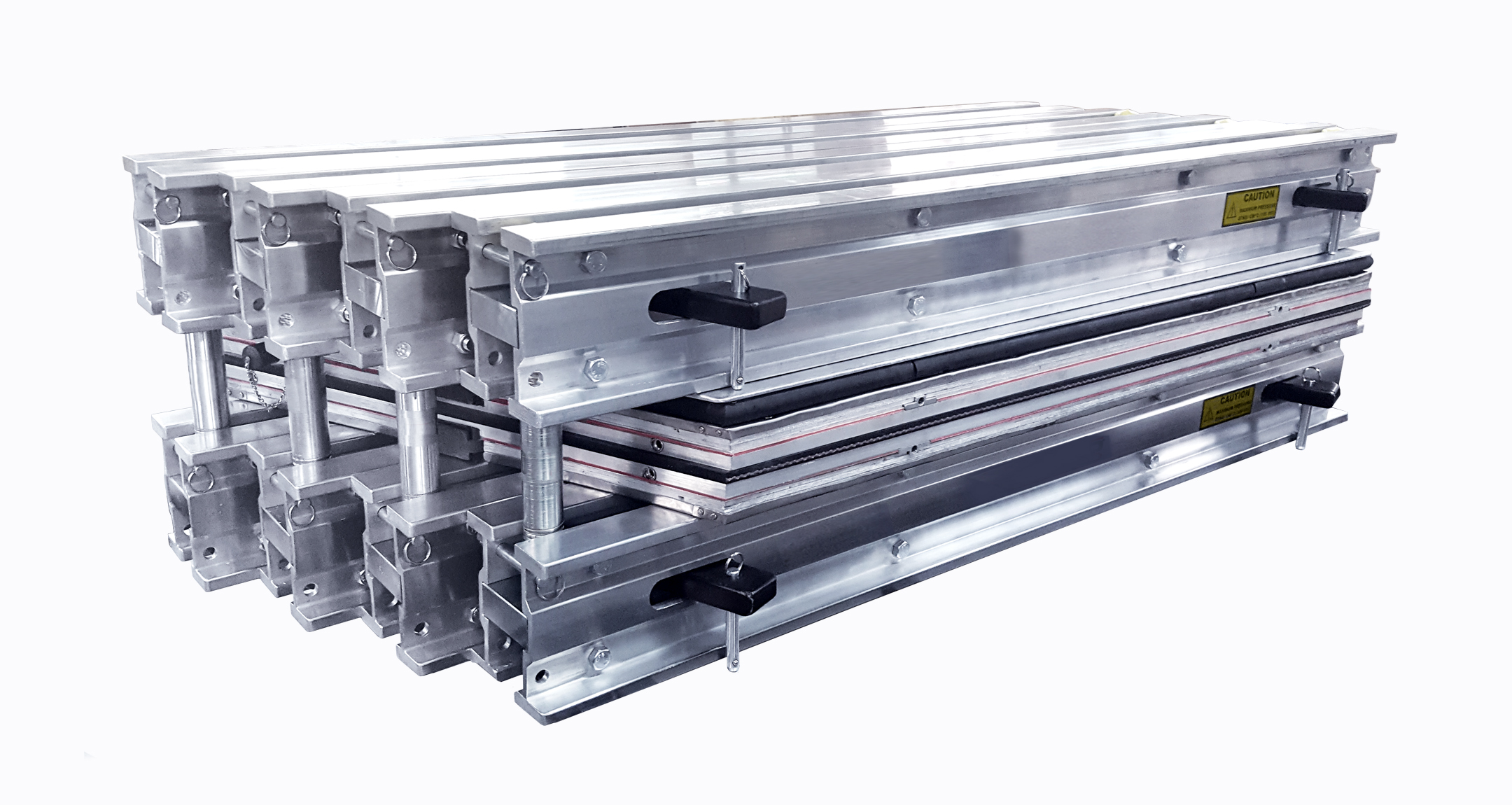
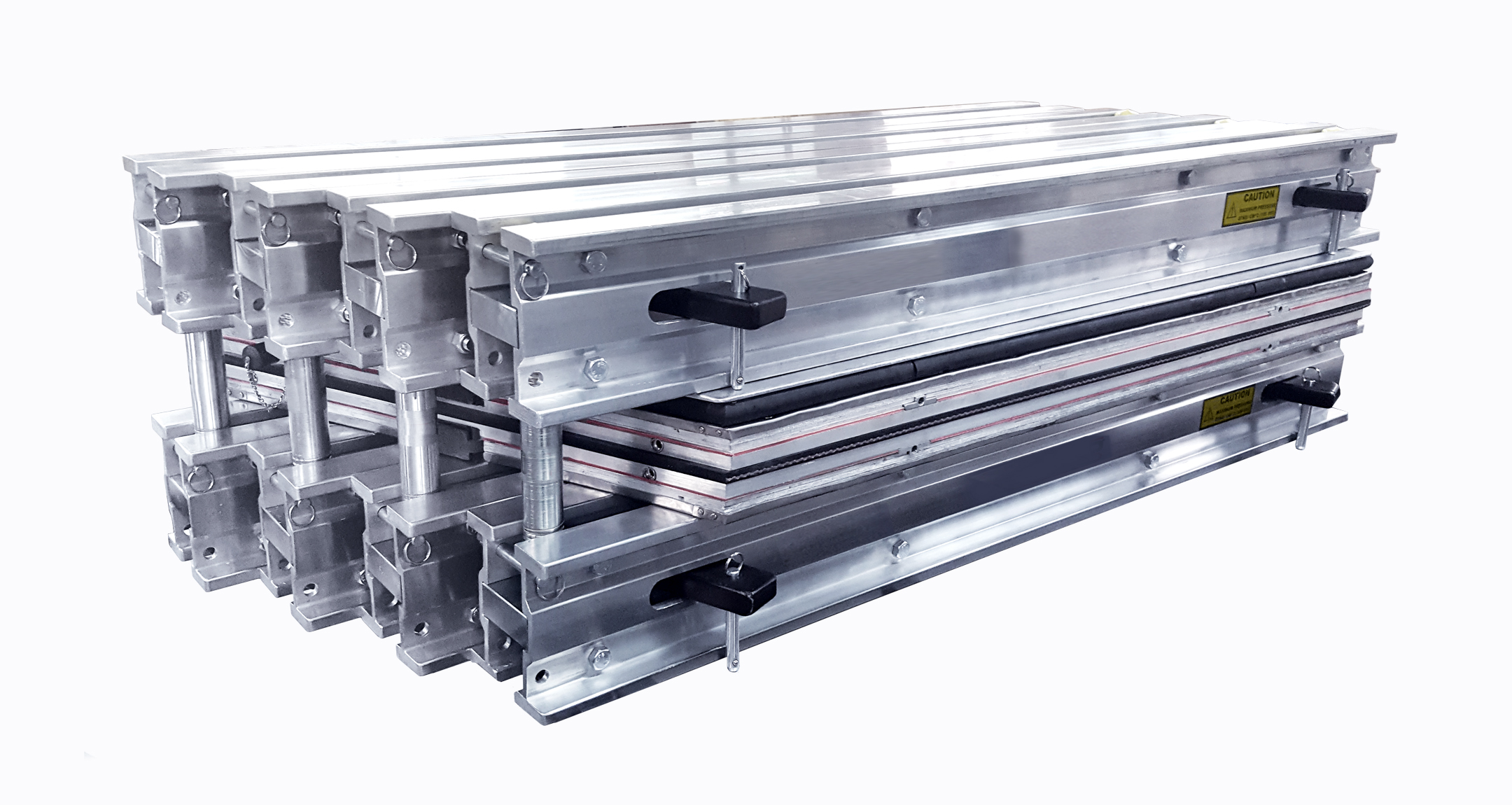
一、输送带硫化机加热流程
1.将钢丝绳输送带内外用德国进口热硫化胶浆DG668涂擦完毕后,将硫化盖板上带压盖;
2.压盖完成后,对水囊进行注水打压;
3.完成后开始进行加热,一般加热时间保持在1小时左右,温度保持在140℃左右;
4.加热完成后开始冷却,当硫化接头温度低于80℃时,开始拆除硫化板;
5.拆除硫化板后,观察输送带接头情况,若无异常情况即可恢复机头张紧,开机运行;
6.输送带接头运行正常后,收拾好设备并清理施工现场。
二、硫化机加热时注意事项
1.非工作人员不得在硫化机旁边停留,非工作人员不得触及硫化板,以免烫伤;
2.加热时要时刻注意其温度的变化,做好加热计时工作;
3.硫化期间硫化热板所用电源必须保证不间断供电;
4.紧固硫化机上下热板时,螺栓要上到位,防止倾斜导致两边受力不均弹出伤人;
5.硫化机降温时,如果水温较高的话,操作人员应及时撤离现场,以防水温过高伤人。
以上就是输送带硫化机加热流程及注意事项,如果对您有用的话,不要忘记收藏!关注河南赛英机械设备有限公司,了解更多输送带接头流程及注意事项!
河南赛英机械设备有限公司生产销售输送带硫化机配套产品,有需要的朋友可以点击我们官网免费获取报价或拨打热线400-001-8373详细咨询!