.jpg)


.jpg)
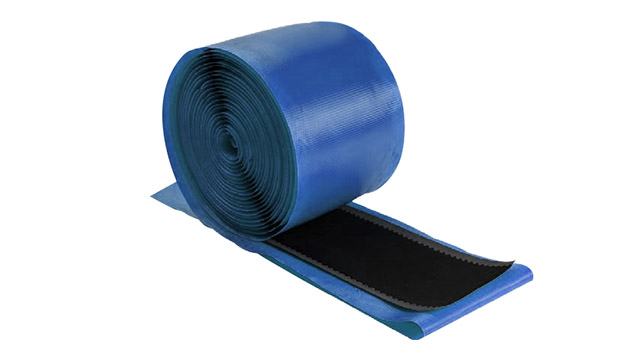
输送带划伤修补用什么?推荐织物加强型修补条
2025-06-30
输送带划伤修补用什么?一款合适的输送带修补材料至关重要,而织物加强型修补条就是绝佳之选。
一、轻度开裂(<1米、未穿透基带):冷硫化修复
1. 安全预处理:停机断电,清理开裂处粉尘、油污,剥除破损橡胶,确保修复面干净干燥。
2. 打磨增强附着力:用角磨机打磨修复面至无光泽、粗糙,擦净粉尘,油污需用清洗剂处理并晾干。
3. 涂胶贴合:选配套冷硫化胶粘剂,先涂底胶晾干,再涂两层胶粘剂(第一层干后涂第二层),待第二层微粘时贴合修补胶条,确保齐平。
4. 加压固化:用滚轮排气,以0.2-0.4MPa加压,常温固化24小时以上,固化期禁启动输送带。
5. 检查修整:固化后检查粘合情况,补修瑕疵,打磨边缘至与输送带平滑过渡。
二、重度开裂(≥1米或穿透基带):热硫化修复
1. 预处理:停机断电,切除破损接头,按原角度切割斜面并打磨粗糙,清理干净。
2. 铺胶装模:涂热硫化底胶,铺配套胶料(未硫化芯胶、面胶),安装模具并密封严实。
3. 升温硫化:启动硫化机,升温至145-150℃、加压1.5-2.5MPa,硫化40-60分钟(按厚度调整)。
4. 冷却修整:自然冷却至常温后拆模,检查粘合情况,打磨边缘至平滑。
提醒:冷硫化便捷(轻度用),热硫化牢固(重度用);施工环境需干燥无粉尘(10-35℃),材料需与输送带材质匹配。
以上为核心修复方案,按规范操作可延长接头寿命。特殊材质或工况,可联系获取定制方案。
河南赛英机械设备有限公司生产销售输送带修复配套产品,有需要的朋友可以点击我们官网免费获取报价或拨打热线17703717239详细咨询!